



Fast • Safe • Clean • Silent
RPR Technologies Coating removal
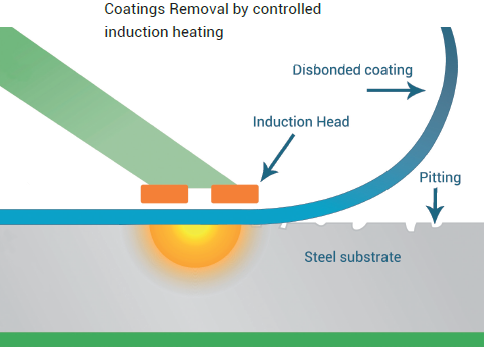
The induction disbonder works by the principle of induction. Heat is generated in the steel substrate and the bonding is broken. The coating is then removed entirely without disintegrating and completely free from contaminating agents, i.e. blast media.
This obviously makes disposal and recycling of waste easier and cheaper. Even inside the pittings and cracks in the surface the coating is disbonded.
– The world’s fastest, safest and cleanest method for removing paint and coating from steel surfaces.





RPR Green Tank
The Green Tank project intends to develop and launch a robotic system based on use of RPR’s patented induction heating technology for environmentally friendly removal of coatings in storage tanks. The project is co-funded by the ECO-Innovation initiative of the European Union.
RPR Green Tank – News
RPR is proud to introduce new state-of-the-art robotics and a motorized trolley specially designed for the Green Tank Project.
Read about the Introduction in our PDF or visit the RPR Green Tank homepage.